
语言
 阿拉伯语
阿拉伯语
 俄语
俄语
 葡萄牙语
葡萄牙语
 日语
日语
 西班牙语
西班牙语
送料机与压力机工作周期重叠协调控制(二)
Feb 15, 2022
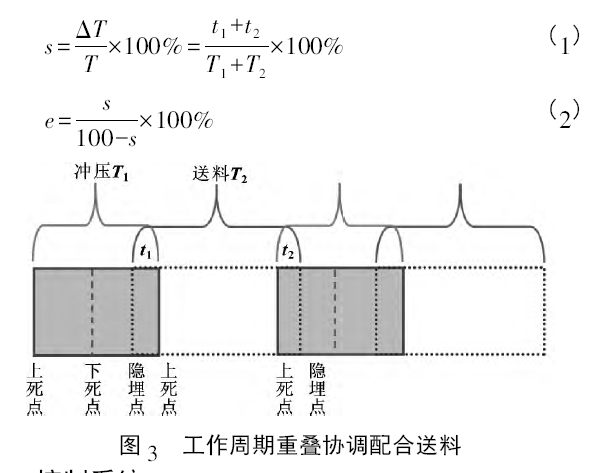
对整个送料-冲压运动而言,完整工作周期可缩短 s,生产效率可提高 e,分别如式 ( 1) 和式 ( 2) 所示。
2 控制系统
2. 1 通信方式
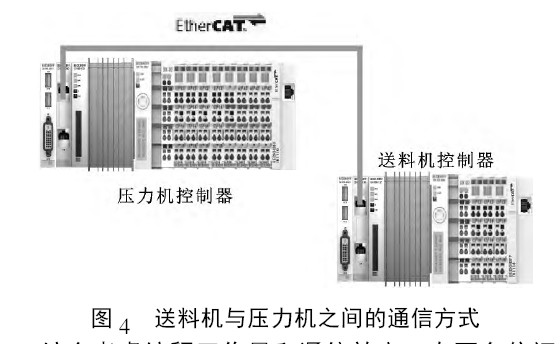
由于压力机采用支持 EtherCAT 总线的 PC 控制技术,且送料机需要进行多轴伺服控制,因此送料机控制器也采用德国倍福 PC 控制技术,不仅便于在送料机上实现 HMI、PLC 和 NC 的 “All-In-One”集成控制,而且便于在送料机与压力机之间通过 EtherCAT 总线实现控制器间的信息通信,如图 4 所示。
压力机与送料机之间的通信连接非常简单,将两台控制器之间的 RJ45 网络接口通过 EtherCAT 总线连接即可。
综合考虑编程工作量和通信效率,在两台倍福控制器之间采用 RT-Ethernet 通信方式,不采用 ADS 通信方式。
采用 RT-Ethernet 通信时,还需对两台控制器进行配置,例如将两台控制器分别定义为网络发布机和网络接受机,定义网络变量和各自的 PLC 变量,并将网络变量与 PLC 变量连接与激活等。
2. 2 通信信息
为了保证送料机与压力机之间的安全运行与信息交互,两者之间需要交互的信息应该包括: 运行状态信息,例如正常运行状态还是故障报警状态; 工作模式信息,例如压力机处于 “单次”模式还是 “连续”模式,送料机处于 “手动”模式还是 “自动”模式
位置信息,例如压力机的滑块高度信息和送料机垂直轴的横梁高度信息,滑块高度信息可以通过从压力机滑块光栅尺或曲轴编码器的信息获得,横梁高度信息可以通过从送料机垂直轴伺服电机内置编码器的信息获得。
2. 3 软件设计
软件设计的内容包括在 TwinCAT 开发软件中编写 PLC 控制程序,以及编辑 HMI 画面等。
编写 PLC 程序包括引用 TcMC2. Lib、建立轴变量、编写运动控制代码、配置 PLC 的轴变量与 NC 轴的对应关系、下载及调试 PLC 程序等。
编辑 HMI 画面包括添加控件、关联变量、下载运行以及利用电子示波器 Scope View 对状态、位置、速度和扭矩进行监控等。
2. 4 第三方伺服电机配置
送料机虽然采用倍福的嵌入式 PC 作为控制器,而伺服采用的是深圳汇川的 IS620N 系列伺服驱动系统,后者虽支持 EtherCAT 总线,但还需要对 TwinCAT 开发软件进行相关的配置操作,包括添加路由、扫描设备、设置抱闸参数、烧写 XML 文件、配置RPDO 和 TPDO、设置通信模式、设置控制模式、激活配置以及 NC 调试等。
3 实验测试
基于建立的实验平台,对压力机与送料机在工作周期内不重叠协调控制与重叠协调控制分别进行了实验测试。
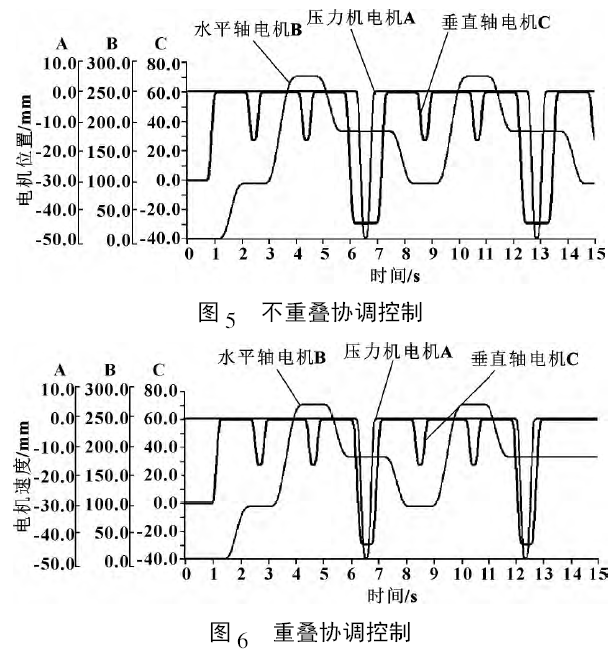
图 5 和图 6 所示分别为压力机与送料机在工作周期内不重叠协调控制和重叠协调控制时,压力机的电机、送料机的垂直轴与水平轴电机的运行时序图。
从图中可以看出,在 6~8 s 时段内,不重叠协调控制时,送料机的垂直轴完全返回到隐埋点后,压力机的电机才开始驱动滑块下行,当滑块完全返回到上死点后,送料机的垂直轴才从隐埋点上升,开始新的冲压周期;
而当重叠协调控制时,送料机的垂直轴尚未完全返回到隐埋点,压力机的电机已开始驱动滑块下行,且滑块尚未完全返回到上死点,送料机的垂直轴已从隐埋点上升,从而在保证安全送料与冲压的同时,缩短了静态配合送料时压力机与送料机的相互等待时间。
实验测试数据如表 1 所示。T1 为压力机冲压周期,T2为送料机送料周期,t1为滑块上行时两机运动重叠时间,t2为滑块下行时两机运动重叠时间,T 为冲压-送料完整周期所需时间,spm 即每分钟冲压次数,从数据中可以得到,采用协调控制后,冲压-送料完整周期缩短了 0. 47 s,缩短率为 7. 54%,生产效率提高率为 8. 2%,假设原每天产能为 4 622 件,可提高到 4 992 件,每天增加产能 370 件。
4 结论
针对传统压力机与送料机之间静态配合送料存在的局限性,提出工作周期重叠协调控制的解决方案; 对送料机的机械结构、送料运动、控制系统以及两者之间的通信方式进行设计。
实验测试结果表明,采用工作周期重叠协调控制后,冲压加工的生产效率得到一定的提高,预期具有良好的经济效益和市场前景。
参考文献:
[1] 居跃峰.冲压装备自动化技术现状与发展[J].锻压装备与制造技术,2013( 1) : 10-12.
JU Y F.Status and Development of Automatic Technology for Press Equipment[J].China Metalforming Equipment &Manufacturing Technology,2013( 1) : 10-12.
[2] 李文彬,王玲军,南庆季.多工序冲压生产的自动化[J].锻压装备与制造技术,2006,41( 4) : 26-28.
LI W B,WANG L J,NAN Q J. Automation of Automatic Stamping Line with Multi-procedure[J].China Metalforming Equipment & Manufacturing Technology,2006,41( 4) :26-28.
[3] 何芳.冲压自动化的若干基本问题[J].锻压技术,1995
( 2) : 29-32.HE F.General Problems on Press Automation[J].Forging &Stamping Technology,1995( 2) : 29-32.
[4] 肖本海,郑莹娜,邹世鹏,等.全自动冲压生产线组网及分布式监控系统设计[J].机床与液压,2016,44( 7) : 96-104.
XIAO B H,ZHENG Y N,ZOU S P,et al.Design of FieldNetwork Configuration and Distributed Monitoring System for Full Automatic Stamping Production Line[J].Machine Tool & Hydraulics,2016,44( 7) : 96-104.
[5] 李晶晶,王平,马国礼,等.冲压自动化轨迹及效率提升浅析[J].金属加工( 热加工) ,2016( 11) : 14-16.
[6] 朱仁淼,唐敦兵,徐亮亮,等.大型压力机电子伺服三坐标多工位送料系统研发[J]. 中国机械工程,2011,22
( 24) : 2970-2976.ZHU R M,TANG D B,XU L L,et al.Research and Development of Electronic Servo Tri-axis Multi-position Transfer System for Large-scale Press[J].China Mechanical Engineering,2011,22( 24) : 2970-2976.
[7] 周玉林,张志强,侯雨雷,等.冲压线机器人与压机动作协调方法[J].制造技术与机床,2013( 1) : 77-80.ZHOU Y L,ZHANG Z Q,HOU Y L,et al.The Coordination Method between the Robot and the Press’s Movements in the Robot Automation Press Line[J].Manufacturing Technology & Machine Tools,2013( 1) : 77-80.
[8] 王明,黄英,王长润.机器人冲压自动线的生产节拍优化
[J].仪器仪表用户,2008,15( 6) : 75-77.
WANG M,HUANG Y,WANG C R. The Optimizations of Productive Time in the Roboticized Automation Press Line
[J].Electronic Instrumentation Customers,2008,15( 6) : 75-77.
来源:网络 侵删
免责声明:本文援引自网络或其他媒体,与扬锻官网无关。其原创性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容、文字的真实性、完整性、及时性本站不作任何保证或承诺,请读者仅作参考,并请自行核实相关内容。


相关新闻

October 26, 2016
The Most Successful Engineering Contractor
Dec 29, 2025
十四五回顾,十五五展望:扬锻压力机再制造:循环经济新模式,赋能制造业可持续发展
Dec 25, 2025
0.3mm 超薄均热板背后:扬锻精密冲压技术突破五大难点,赋能高端散热
Dec 25, 2025
十四五回顾,十五五展望:扬锻冲压自动化解决方案:系统集成,构筑未来工厂的智造基石
Dec 23, 2025
十四五回顾,十五五展望:扬锻氢能源电池双极板加工设备:攻坚 “卡脖子” 技术,助力氢能产业新发展
Dec 22, 2025
十四五回顾,十五五展望:扬锻储能结构件专用压力机:精准赋能,筑牢储能产业核心装备基石
Dec 22, 2025
十四五回顾,十五五展望:扬锻高速精密冲床:于方寸间精雕细琢,赋能电子信息产业高质量发展联系方式
Product Information
Quantity
Unit
Piece
Support order samples, customization, wholesale direct, and complete payment. If the product you look for does not have corresponding customized content, pls fill out the form below to contact us, and we will reply ASAP.
关于防范假冒“扬州锻压”机床产品的严正声明
近期,我公司发现市场上存在不法商家仿冒、假冒我司“ ”“
”“ ”品牌机床进行销售的行为(含二手机床交易市场)。这些假冒产品不仅在质量上无法与我司正规产品相提并论,更可能因技术缺陷和安全隐患给用户的生产作业带来极大风险,严重损害了客户的合法权益及我司的品牌形象
”品牌机床进行销售的行为(含二手机床交易市场)。这些假冒产品不仅在质量上无法与我司正规产品相提并论,更可能因技术缺陷和安全隐患给用户的生产作业带来极大风险,严重损害了客户的合法权益及我司的品牌形象